|
Plastic Piping Systems & Solvent Cementing
Over the last forty years, plastic piping systems have
gone from virtually unknown to some of the most
used systems in both process (pressurized) and
waste (gravity fed) applications. The generic term ”plastic”
encompasses many different materials with so many characteristics
that it would take a book or two to list them all.
However if we confine our inquiry to piping systems, we can
narrow down the field and divide plastics into two families–
thermosets and thermoplastics. Although there are
numerous differences between the two groups, the major
distinguishing factor is that thermosets harden with heat
while thermoplastics are softened by it. Thermoplastics
however are by far the more utilized in both industrial and
plumbing applications, so let’s take a closer look at this
group. PVC, CPVC, ABS, PP, ECTFE …. on and on the
alphabet soup goes. Fortunately it can all be condensed
into three major families plus the odd man out:
- The Vinyl family
- The Polyolefin family
- The Fluoropolymer family
- ABS
Whereas physical, chemical and thermal properties vary
greatly among thermoplastics (covering a broad range of
applications) there are a few, very desirable properties
that they all share:
Light weight – easy to transport, install, support.
High chemical resistance – thermoplastics are far superior
than most metals, including many exotic ones, at a
fraction of the cost.
Corrosion resistance –
unlike all metals (including
stainless) which
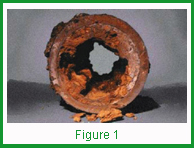 eventually
oxidize (rust), pit and scale
(Figure 1) or are subject to
galvanic corrosion when
buried, these materials exhibit
no such problems, maintaining a full ID throughout their
entire service life.
eventually
oxidize (rust), pit and scale
(Figure 1) or are subject to
galvanic corrosion when
buried, these materials exhibit
no such problems, maintaining a full ID throughout their
entire service life.
Extremely low roughness factor – only polished metals
can match the smooth surface finish of the most common
thermoplastics. Lower roughness translates to smaller
diameters, less friction losses, smaller pumps, etc. adding
up to substantial savings.
Superior insulation properties – all thermoplastics are
very low heat conductors requiring much less energy or
insulation to maintain the desired temperature of the flow
(chilled or hot). Once again, costs are much lower.
Cleanliness – in installations where it is important that
the piping does not contribute contaminants to the flow,
thermoplastics exhibit what is perhaps one of the most
amazing characteristics; they get cleaner and cleaner over
time. Metals, by contrast, get dirtier and dirtier.
The next thing to consider is the ease of assembly of
thermoplastics vs. metals. Mechanical joints (e.g. flanges,
threads, etc.) are equally available for both types of materials
but lining up two 20 foot pieces of 4” carbon steel so
they can be flanged together is quite a bit more difficult
than attempting the same thing with substantially lighter
pieces of plastic pipe. Also, all mechanical connections
have the tendency to leak over time and/or require constant
maintenance. These are some of the reasons why
permanent joints are much more desirable in most industrial
and plumbing applications.
But as we turn our attention to permanent jointing
things change dramatically. There are no longer only differences
between thermoplastic and metals but among
the 4 different thermoplastics as well (Vinyls, Polyolefins,
Fluoropolymers, and ABS).
The only way to permanently join all metals, Polyolefins
and Fluoropolymers is through some kind of welding process. Whether the components are directly welded to
each other or an addition of melted material is needed,
these processes are complex, require (often expensive)
equipment used by highly trained installers, and can be
cumbersome and difficult to perform in tight spaces.
Only piping systems manufactured using either Vinyls
(PVC and CPVC) or ABS materials lend themselves to a
very unique and effective permanent jointing process
which has none of the above listed limitations – Solvent
Cementing.
I can already ‘hear’ many readers say “Oh sure, glued
systems”; well, not quite.
Solvent cements were developed in the 1950’s by IPS®
Corporation under the Weld-On® brand name, creating a
simple solution to the problems contractors faced in joining
pipe.
Besides the very substantial formulation differences
between glues (adhesives) and cements, there is an
extremely fundamental difference with regard to “how
they work.” Glue bonds the two parts—think of it as two
flat pieces of any material with a piece of chewing gum inbetween.
Without the gum the two pieces wouldn’t stick.
This means that a glued joint needs the glue to remain as
the bonding agent and, to be leak-proof, the glue must be
evenly distributed over the entire surface to be sealed.
A solvent cement joint, by contrast, is a chemical fusion
that occurs between two identical materials. In our solvent
cement joint we actually require substrate to substrate
(e.g. OD of the pipe and ID of the fitting) contact because
the chemicals in the solvent cement are not the “glue” that
holds the pieces together but rather they are what allow
the materials to fuse together. As long as the surfaces of
the two components to be joined are properly prepped and
coated with the right amount of cement (to fill any gaps),
they will fuse where there is direct contact between the
parts and bond where there are gaps. For this reason, fitting
sockets are tapered and the most important part of a
solvent cement joint is the bottom 1/3 of the fitting socket;
that’s the area where there is interference (contact)
between the pipe and the fitting and thus that is the fusion
area. A properly constructed and cured solvent cement
joint will exhibit a greater resistance to pressure than the
individual components that make up that connection.
From an installation stand point, the tremendous
advantage of solvent cementing is that no bulky/expensive
equipment is required to obtain high integrity/permanent
connections and that training of inexperienced personnel
is very straight forward and can be performed in a few
short hours.
Let’s take a very generic look at the process and what it
entails.
There are three basic products that are used in solvent
cementing:
- Cleaner
- Primer
- Cement
- The use of cleaners is not always a must. However if
dirt, grease, oil or surface impurities are present on the
areas to be jointed, a cleaner must be used. Two things
are very important to note: (a) Cleaners are not interchangeable
with Primers and (b) when used, Cleaners
must be allowed to evaporate completely before moving
on to the next phase.
- Primers are often the least understood part of this
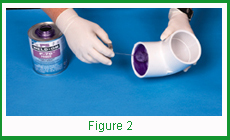 process and yet they are as important as the cement
itself. Correct use of primers is essential to prepare (soften)
the surfaces of the pipe and fitting so that the fusion
process can occur. To work properly primers must be vigorously
scrubbed into the surface; we are not painting, we
are priming! (Figure 2) Two applications of primer are necessary
for the valve or fitting vs. one for the pipe. This is
due to the different manufacturing processes between the
two components—extrusion for the pipe and injection
molding for the valve or fitting. Unlike the step before, the
step from primer to cement must be performed when the
primer is still wet.
process and yet they are as important as the cement
itself. Correct use of primers is essential to prepare (soften)
the surfaces of the pipe and fitting so that the fusion
process can occur. To work properly primers must be vigorously
scrubbed into the surface; we are not painting, we
are priming! (Figure 2) Two applications of primer are necessary
for the valve or fitting vs. one for the pipe. This is
due to the different manufacturing processes between the
two components—extrusion for the pipe and injection
molding for the valve or fitting. Unlike the step before, the
step from primer to cement must be performed when the
primer is still wet.
One-step cements (no primer required) are available for
less demanding applications, but we’ll have to leave that
discussion for some other time.
- The final phase is the application of cement. For the
most part, cements must be material specific (PVC, CPVC
or ABS) and must be selected based on the application
(pressure, non pressure, chemicals, sizes, temperatures,
etc.). Once the right cement is chosen and with our pipe
and valve/fitting still wet with primer, we apply the cement
to the surfaces to be joined. This time we go over the pipe
twice and only once inside the socket. This is done
because we do not want too much cement inside the socket
which would puddle inside the socket thus damaging
the valve or restricting the joint ID.
By contrast, be generous with the cement application
on the pipe, as the excess cement will be dragged out of
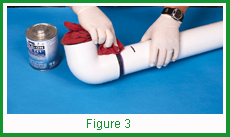 the joint and give you a nice seal around the mouth of the
socket, plus it is easy to wipe off. It is now time to insert
the pipe into the socket, twisting the pipe ⁄ turn as it is
inserted (twisting is not necessary if using a pipe-puller).
Stop twisting as you bottom out, and then hold the pipe
down for a few seconds to prevent the fitting taper from
kicking it out. Your joint is now done! (Figure 3) Note that
cure time before handling and pressure testing will vary
greatly based on sizes and working temperature.
the joint and give you a nice seal around the mouth of the
socket, plus it is easy to wipe off. It is now time to insert
the pipe into the socket, twisting the pipe ⁄ turn as it is
inserted (twisting is not necessary if using a pipe-puller).
Stop twisting as you bottom out, and then hold the pipe
down for a few seconds to prevent the fitting taper from
kicking it out. Your joint is now done! (Figure 3) Note that
cure time before handling and pressure testing will vary
greatly based on sizes and working temperature.
The above description is not meant to be a “how to”
instruction which would include additional important
steps. However, solvent cementing is relatively
simple/inexpensive and the reason why Vinyl and ABS systems
are often preferred. But such simplicity sometimes
leads to the erroneous perception of it being a ‘less effective’
method. That’s incorrect; although proper cementing
does require training and the strict observance/implementation
of specific steps, cementing remains a simple
process which produces exceptionally tough, permanent
joints with remarkable yield and a life expectancy well
beyond what the individual components can offer.
Written by Fabio Castellani, VP Sales - IPS® Corporation.
IPS® Corporation is the inventor of the plastic pipe solvent
cementing process and the manufacturer of the Weld-On®
brand solvent cements for use on piping systems (PVC,
CPVC, and ABS) in various applications, including irrigation,
industrial chemical transport systems, pool and spa
and residential/commercial water distribution systems.
For more information, contact Fabio Castellani, IPS
Corporation, 455 W. Victoria Street, Compton, CA 90220,
800-421-2677, Fax: 310-898-3390, E-mail: fabio.castellani
@ipscorp.com, Web: www.ipscorp.com.
|


