|
ROUTING: Routing See-Throughs
Several years ago Onsrud Cutter launched a website appropriately named www.plasticrouting.com. The site was designed to provide information on proper tool selection in a variety of plastic materials. The main focus from the beginning was selecting router tooling that produced excellent edge finishes. Edge finish seemed to be the one common denominator that concerned most fabricators and one that could be evaluated on an individual basis in regard to quality. In the world of See Throughs, which includes: signs, exhibits and P.O.P. displays, finish is everything! The close scrutinies these products receive necessitate the use of router tooling that produces flawless edge finishes.
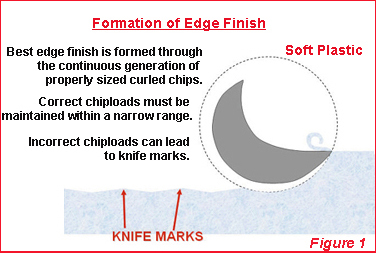
Edge Formation The formation of edge finish is the function of using a cutting tool toleranced for plastic and producing a properly sized chip. Soft plastic produces a curled chip, while hard plastic breaks off into equal sized particles. Incorrect chipload will generate visible knife marks in soft plastic, while a cratering effect occurs in hard plastic. The chipload which best accommodates excellent edge finish seems to fall in the .004 to .012 range.
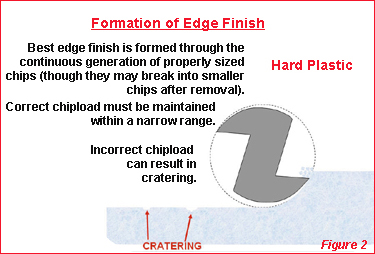
However, these are merely guidelines and the final determination of acceptable edge finish is the end user. Consequently, it is important to not be confined by this chipload recommendation, but use it as starting point.
Materials and Tooling Materials of choice for See-Through
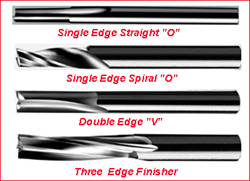 applications may include polycarbonate, polyethylene, polystyrene and acrylic. The poly group falls in the area of soft plastic, while acrylic may be hard or soft based upon the manufacturing process. Cast acrylic is categorized as hard plastic and extruded is soft in nature. The identification of plastic in these kinds of general groupings is important in the process of choosing the right-tool forthe- job. Soft plastic utilizes “O” flute router tooling, which may be straight or spiral edge configuration with one or two cutting edges. Hard plastic tooling can be double edge straight “V” flutes, spiral “O” in single edge with hard geometry characteristics or three edge finishers.
applications may include polycarbonate, polyethylene, polystyrene and acrylic. The poly group falls in the area of soft plastic, while acrylic may be hard or soft based upon the manufacturing process. Cast acrylic is categorized as hard plastic and extruded is soft in nature. The identification of plastic in these kinds of general groupings is important in the process of choosing the right-tool forthe- job. Soft plastic utilizes “O” flute router tooling, which may be straight or spiral edge configuration with one or two cutting edges. Hard plastic tooling can be double edge straight “V” flutes, spiral “O” in single edge with hard geometry characteristics or three edge finishers.
 The use of straight versus spirals is heavily dependent upon which way the end-user wants to influence the chip or the part. Straight edge tooling has a neutral effect, spiral downcut pushes chips and the part down and spiral upcut pulls the chip and the part in an upward direction.
Since most See-Through applications involve sheet fabrication, the spiral upcut that dissipates heat and the chip in an upward manner is recommended. In utilizing these various tools, certain recommendations are in order:
The use of straight versus spirals is heavily dependent upon which way the end-user wants to influence the chip or the part. Straight edge tooling has a neutral effect, spiral downcut pushes chips and the part down and spiral upcut pulls the chip and the part in an upward direction.
Since most See-Through applications involve sheet fabrication, the spiral upcut that dissipates heat and the chip in an upward manner is recommended. In utilizing these various tools, certain recommendations are in order:
- Single edge “O” flutes should not be used in diameters above 3/8” because of balance issues
- Double edge “O” flutes should be used to accommodate balance issues in diameters above 3/8” and to provide better finish
- Three edge finishers should be used in diameters of 3/8” and above to avoid flute loading issues.
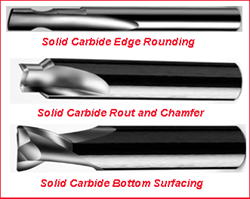
Shaped Edges Many times a See-Through application involves the use of a shape on the edge of the part. These tools are readily available to provide a radius or chamfer. Since these are finish cuts in most cases, the amount of material being removed is fairly minimal and the finishes are excellent. Also, for slots and pocketing, a bottom surfacing tool is available to provide swirl-free finishes on these bottom surfaces.
Polishing Flame polishing continues to be a popular way to edge finish a multitude of parts in
 an efficient manner. However, this process does not lend itself effectively to doing concave parts, interior radii, internal holes or other irregular cuts. Consequently, a line of acrylic polishers has recently been introduced to the plastic industry to aid in this application. These natural mono-crystalline diamond tools in single and double edge polish the edge of these difficult to finish areas. These tools are designated to carry very light chiploads with the CNC machine programmed at 20 to 30 ipm (inches per minute) at 18,000 rpm (revolutions per minute). These tools, because of the content of the actual tool material, are reasonably expensive and should be utilized on well maintained CNC equipment. However, tool life is excellent and the investment should be evaluated on quality of finished edge over a long period of usage.
an efficient manner. However, this process does not lend itself effectively to doing concave parts, interior radii, internal holes or other irregular cuts. Consequently, a line of acrylic polishers has recently been introduced to the plastic industry to aid in this application. These natural mono-crystalline diamond tools in single and double edge polish the edge of these difficult to finish areas. These tools are designated to carry very light chiploads with the CNC machine programmed at 20 to 30 ipm (inches per minute) at 18,000 rpm (revolutions per minute). These tools, because of the content of the actual tool material, are reasonably expensive and should be utilized on well maintained CNC equipment. However, tool life is excellent and the investment should be evaluated on quality of finished edge over a long period of usage.
Conclusion Edge finish is important in all plastic applications and paramount in See-Throughs. With this thought in mind, it is critical to match tool geometry to the materials being machined. Routing tools specifically designed to fabricate plastic parts have the rake and clearance angles to accommodate this process and present the kind of finished edges required by those who serve the See-Throughs industry.
For more information, click on the author biography at the top of the page.
|
