|
THE BASICS: How To Identify Quality Injection-Molded Hardware
How To Identify Quality Injection-Molded Hardware And Get Excellent Results With Less Hassle, Fewer Rejects, And Increased Productivity!
For years, plastic fabricators had to rely on hardware developed for the woodworking industry. This hardware was usually metal, which required drilling holes and attaching nuts and bolts. The holes cracked the plastic, increased rejects, and required extra labor.
Now, transparent and opaque injection-molded hinges, pulls, handles, hooks, hasps, latches, and other hardware are available for acrylic fabrication. This hardware, which is easy to attach using ordinary solvent cements,saves labor costs.
To the delight of everyone, the fabricated articles hold up to rigorous use and are esthetically pleasing. However, using moldings of inferior quality can eliminate all the benefits of this hardware. To avoid spending your money on poor hardware that is even worse than the old nut-and-bolt type, you should consider the following:
Is the hardware made from a durable grade of molding material?
Evaluating molding material can be tricky because most transparent plastics look and feel the same. Your best bet is to request technical information. Check the material type and its properties to see if it is appropriate for your application.
The molded hardware should be stronger than the sheet to which it is cemented. It should have adequate resistance to chemical attack from cleaning solutions, weathering, and other forms of environmental stress. One of the best materials for acrylic hardware is Plexiglas DR® made by ATOHAAS. It is ten times tougher than general purpose acrylic and has good clarity. Try to avoid low-end hardware made from styrene derivatives or less expensive copolymers of acrylic. These so-called "bargain parts" tend to be brittle and break easily.
In evaluating hardware, remember that mathematical data and engineering specifications are only good to a point. Do some realistic testing to satisfy yourself that a durable grade of molding material is being used and that it has the properties you need. If there is any doubt, make a prototype - can it be broken? Spray it with common cleaners – does it craze?
Will the molded hardware solvent cement to your acrylic sheet?
Perhaps the hardware shows the effects of stress-whitening when you apply solvent or it will not bond securely to your sheet. In these cases, try a different brand of hardware made by another manufacturer.
Request a sample and try it. If it appears to cement properly, evaluate the bond strength by pulling or prying. Is it strong, and are the surfaces free of air bubbles and other imperfections? Temperature extremes affect the handling characteristics and, in particular, the drying time of solvent cements. Humidity will often cause a white haze, a condition which looks bad initially and tends to get progressively worse. Air bubbles are caused by improper cementing technique, unfavorable weather conditions, sink marks, or a mismatch of solvent type or materials.
Will sink marks cause a problem in the finished part?
As hot plastic cools in the injection-molding process, it shrinks. This shrinkage causes depressions on the surface called "sink marks". When pieces are solvent-cemented together, these sink marks trap air and cause bubbles to form. Bubbles not only look bad, but reduce the bond strength.
When shrinkage is excessive, warping occurs. Warping causes the part to rock or wobble before cementing. Obviously, such a condition makes cementing difficult, if not impossible. Warped surfaces may have to be sanded or machined flat before they can be cemented - a time consuming extra step that increases labor costs.
The manufacturer can increase the injection-molding pressure to reduce shrinkage. However, increased pressure often forces plastic parts to stick in the mold. A safer approach is to extend the "in-mold" cooling time. This increased cycle time does lead to a slightly higher cost. But longer cycle times produce consistent, high-quality molded hardware with flat surfaces - surfaces that make bonding trouble-free. The slightly higher cost of the hardware actually lowers the overall cost of your project and your operations.
Will molded-in stresses contribute to premature failures?
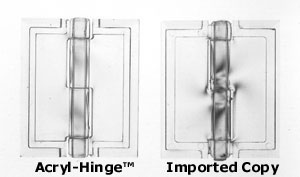
If you find sink marks or observe waviness, there is probably a lot of molded-in stress. This stress is caused by rapid cooling, sharp inside corners, or improper mold design. It results in structural weakness. The molded hardware may look good, but actually be prone to breakage. The photograph (above) was taken with a polarizing filter. It shows the differences in birefringent (double refraction) stress patterns in two acrylic hinges that. under normal lighting, appear to be very similar.
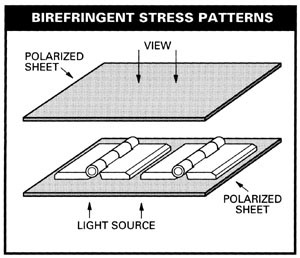
The Acryl-Hinge™ by Westedge, Inc. on the left has virtually no molded-in stress. The imported copy has far too much molded-in stress, which weakens the hinge dramatically, causing premature failure. A simple way to check for stress in transparent acrylic parts is to view them through polarized light. Try it, you can use polarizing sunglasses - and you will be amazed at what you will see in the variety of molded hardware on the market. Knowing the level of molded-in stress is especially critical for mechanical parts such as hinges that must tolerate the forces of repeated use on cases and covers. The illustration (below) shows the setup that was used to photograph the two hinges.
Is the hardware fully formed?
Make sure the molded part is fully formed and complete. If not, you have a "short shot". Short shots are relatively rare and, in most cases, are culled out by quality control personnel or a molding machine operator. If the hardware you are evaluating is not fully formed, it means the manufacturer has possibly eliminated all inspection as a way to cut costs.
Are there surface flaws?
Surface flaws are distracting and are especially noticeable on transparent parts. While contributing to structural weakness, surface flaws such as bubbles, flash, discoloration, and splay also greatly affect appearance. Surface flaws in hardware detract from the look and feel of quality and should be avoided as much as possible.
|
Types of Surface Flaws |
|
Flash is plastic that outflows the boundaries of the mold cavity on a parting line. It is usually very thin and can be broken off easily. Flash is caused by too much injection pressure or by mold wear on the parting line. |
|
Discoloration results from contamination or an excessively high melt temperature. Exceeding the recommended molding temperature almost always causes discoloration and an appreciable loss of properties. Typically, the discolored sections will look burned and have a dark yellow or brown color. Some materials are unique in this regard. Transparent Plexiglas DR®, which usually has a slight blue edge color, will develop a slight green edge color if molded beyond the recommended temperature. |
|
Splay or streaking is often a silver color and may look like mica. It usually appears at the gate where the plastic enters the mold. Splay can be caused by a faulty molding condition, improper mold design, or moisture in the material. |
Do surface flaws affect the strength of injection-molded hardware?
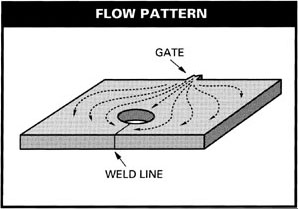
The surface flaw you are most likely to encounter, and the one that most affects the strength of the part, is a weld line. A weld line looks like a slight break or crack and occurs as a result of the flow pattern of hot plastic. When plastic fills a mold cavity, at some point it meets itself and forms a weld line. The easiest place to find a weld line is near a molded hole. Weld lines are weak points that cannot be avoided. The best mold designers will place weld lines in an area where they do the least harm. If the injection-molded hardware you are using keeps breaking in the same place, chances are it is at the point of a weak weld line.
How can you insure you're using acrylic parts that provide the highest clarity?
Clarity, or surface finish, reflects quality more quickly than anything else. Clarity is achieved through the use of highly polished stainless steel molds. The best way to evaluate clarity is simply to place the part next to cell-cast acrylic sheet, then observe and compare - that's how your customers will see and judge your quality. Highly polished stainless steel molds require maintenance and occasional touch-up. This may add slightly to the cost of the part - a very small and reasonable tradeoff when fine craftsmanship and a quality image are important.
How can you avoid gambling away your profits and your business?
Very simply. Use quality acrylic hardware. Remember the expensive, state-of-the-art Space Shuttle, Challenger, which exploded just seconds after takeoff due to a poorly designed rubber "O-Ring"? The O-Ring was the weak link in an otherwise strong chain.
Inferior hardware can also be a weak link and cause failure during fabrication or product use. Time and materials are wasted by redoing, modifying, and repairing. You often sacrifice your good reputation that would otherwise lead to additional business and referrals.
Identify quality. Familiarize yourself with molding materials, sink marks, flatness, stresses, short shots, and a variety of surface flaws including weld lines. You don't have to gamble on something that is failure-prone, unattractive, and more costly in the long run. Use the guidelines in this article to quickly identify and locate cost-effective, quality hardware from the start. Now you are well-armed with the knowledge you need to keep your overall cost down, your customers happy, and your sales booming.
© Westedge, Inc. 1997.
 Written by Robert Krolick, CEO and founder of Westedge, Inc., a company which designs and markets molded components to the. plastic fabrication industry. As a tenured Professor of Industrial design at San Francisco State University, Mr. Krolick taught courses in Plastics Technology for over 20 years. As an expert on plastic materials and manufacturing processes, he has established a number of patents in diverse fields. Mr. Krolick invented Acryl-Hinge™, the first acrylic hinge for the plastics fabrication industry. Written by Robert Krolick, CEO and founder of Westedge, Inc., a company which designs and markets molded components to the. plastic fabrication industry. As a tenured Professor of Industrial design at San Francisco State University, Mr. Krolick taught courses in Plastics Technology for over 20 years. As an expert on plastic materials and manufacturing processes, he has established a number of patents in diverse fields. Mr. Krolick invented Acryl-Hinge™, the first acrylic hinge for the plastics fabrication industry.
For more information, contact Westedge, Inc., 4 Viscaino Way, San Rafael, CA 94903, 415- 492-0272, Fax: 415-492-0274.
|
